Download App
Better Online and Trade Show Sourcing Experiences.Scan the QR code to download.
Learn More
Related Items from Verified Manufacturers and Trusted Suppliers

Important: This supplier does not currently advertise with Global Sources. We cannot guarantee the accuracy of their company and product information.
| Model Number | MJF Printing Service-#0918-2 | Brand Name | Fohan |
|---|---|---|---|
| origin | China | Small Orders | Accepted |
Fohan MJF Printing Service
Multi Jet Fusion MJF known as HP 3D printing, is an industrial 3D printing process that produces functional nylon prototypes and end-use production parts in as fast as 1 day. Multi Jet Fusion uses an inkjet array to selectively apply fusing and detailing agents across a bed of nylon powder, which are then fused by heating elements into a solid layer. After each layer, powder is distributed on top of the bed and the process repeats until the part is complete. This highly efficient method can build functional, geometrically complex parts 80 micron layers at a time - with mechanical properties that rival injection molded parts.
While there are many benefits to MJF printing, a few truly stand out. For starters, the standard build parameters are optimized for the best density. The result is that Multi Jet Fusion parts are watertight. If you like SLS but want to produce higher quantities for small-batch production runs, Multi Jet Fusion is the way to go. MJF printers have the ability to print multiple parts simultaneously across the entire build volume means you can print parts at rates up to 10X faster than SLS or other 3D printing processes. Also, Multi Jet Fusion delivers more balanced mechanical properties across the X, Y, and Z axes compared to SLS. If you’re interested injection molding for your project, it’s always a good idea to get a 3D printed “test” part before making the investment in metal molds. While SLA is a great printing process for extremely detailed and high-resolution prints, the UV cured resins are not as tough as traditional thermoplastics. Prints begin to degrade when exposed to UV light and moisture. Multi Jet Fusion, on the other hand, can produce extremely accurate prints while also maintaining the structural durability of traditional thermoplastics, especially when using glass-filled nylon. This makes it a great process for testing fit and functionality before taking your project to injection molding.
| 3D Printing Technologies | MJF |
|---|---|
| Layer thickness | 80 microns |
| Minimum Wall Thickness | 0.508mm |
| Max Printed Size | 284*380*380mm |
| Accuracy | +0.2mm |
| Material | PA11, PA12, PA12GB, TPU, PP, |
| Leading | 1-3 Days |
| Tolerances | For well-designed parts, tolerances of +/- 0.012 in. (0.30mm) plus +/- 0.002 in. (0.002mm/mm) for each additional inch can typically be achieved. Note that tolerances may change depending on part geometry. |
HP MJF Powder Property Comparation
| Material Name | Description | Shore Hardness | lmpact Strength (XY,zx kJ/m2) | Elongation at Break (XY, ZX%) |
|---|---|---|---|---|
| Nylon PA11 | HP 3DHighReusabilityPA11 | 80D | 6 kJ/m2, 5 k//m2 | 55%,40% |
| Nylon PA12 | HP 3DHighReusabilityPA12 | 80D | 3.6 kJ/m2. 3.5kJ/m2 | 20%,15% |
| Nylon PA12GB | HP 3DHighReusabilityPA12 GlassBeads(40%GB) | 82D | 3 kJ/m2 | 10% |
| Polypropylene(PP) | HP 3DHighReusability PP | 70D (est.) | 3.5 kJ/m2, 3kJ/m2 | 20% |
| TPU 88A | BASF UltrasintTm TPU01 | 88A | Partial break. No break | 220%,120% |
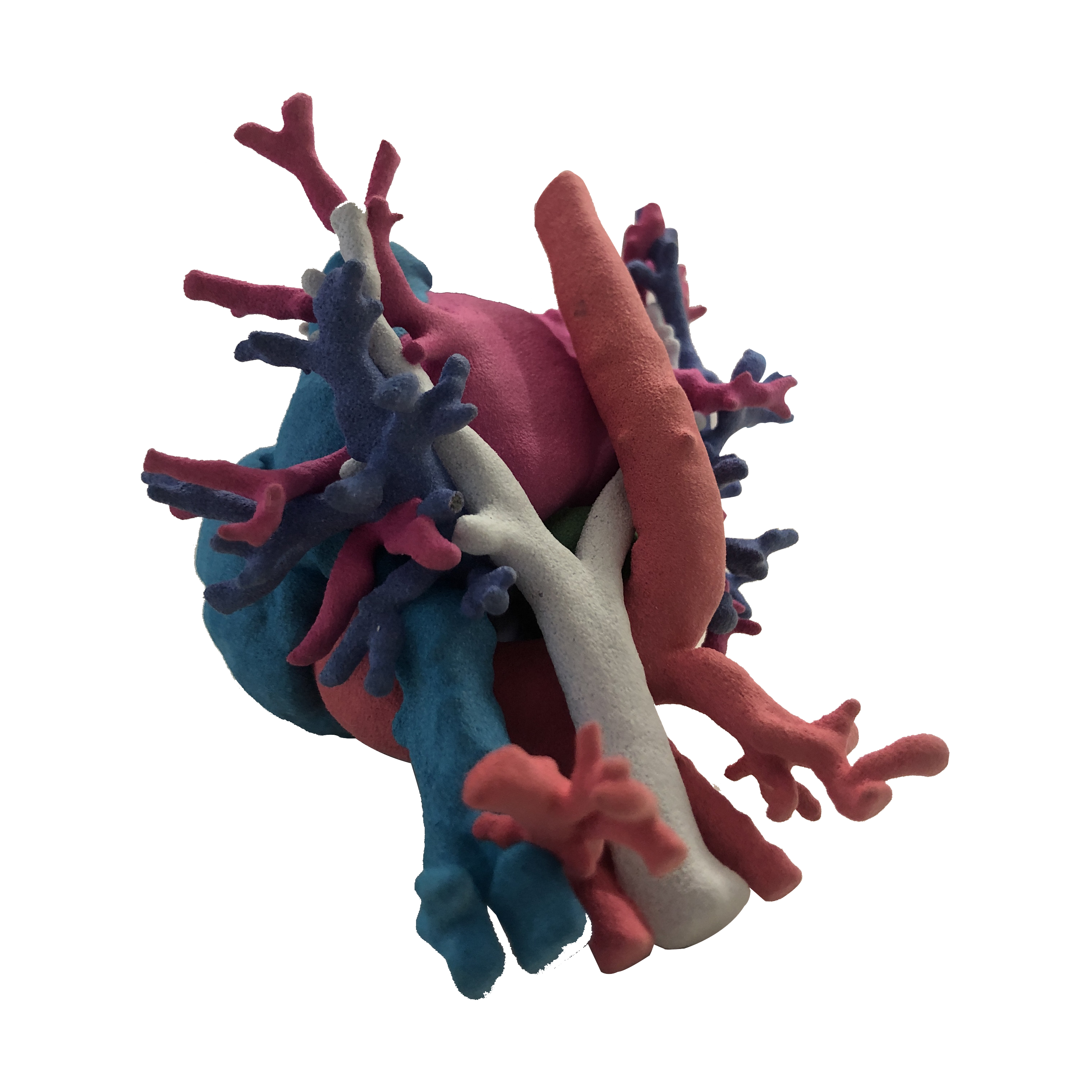
Also have full-color printing services. The applications for full-color machines include 3D printing visual aids, artwork, jewelry, labels and guides. Anticipates uses falling into sectors such as healthcare, education and manufacturing.
Postprocessing for HP Multi Jet Fusion Technology
Bead Blasting
This process consists of shooting an abrasive media, usually a bead (size and type results in different surface finishes), at high pressure at a printed part with compressed air, knocking loose unfused powder while also smoothing the finish of the part. This can be done manually or automatically, with manual bead blasting relying on a foot pedal-driven system for propelling the beads as opposed to an automated tumbler, turntable or conveyer. Manual may be preferred for fragile parts.
Sanding
Post-processing techniques can range from manual to almost entirely automated. For example, a company may want to smooth their Multi Jet Fusion parts; this could be done with manual sanding, though it would take a long time and be cost-prohibitive. However, it may work for one-off objects or visual prototypes.
Chemical Polishing
This process uses a chemical to smooth the surface of printed parts without impacting its mechanical properties, resulting in a controllable level of glossiness from matt to gloss to shiny.
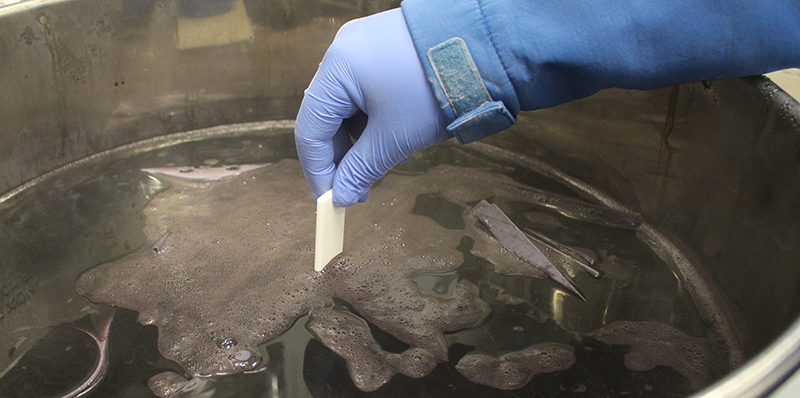
Dying
Dying: In addition, not unlike other processes, MJF parts can be subject to any number of finishes. Though there is an MJF line dedicated to full-color 3D printing (HP Jet Fusion 580/380 series), these systems are currently designed for smaller batches. When coloring parts that haven’t been printed on those machines, dying can be performed, either manually in pots of hot water or using automated dying equipment. Dyeing is the most common secondary post-processing technique of
MJF users and may be best for parts that are visible or subject to wear, as the color penetrates the surface of the part. Dying white parts, rather than grey, offers a greater range of dying options. Manual dying, which usually involves leaving the part in an 80-100°C dye bath for about eight minutes, is comparatively inexpensive. Automated dying machines, however, may be more efficient, as they use specific programs for mixing the dye bath, as well as conditioning, dyeing, part rinsing, dye disposal, and cleaning.
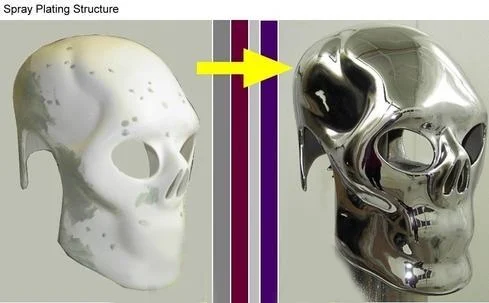
Painting and Electroplating
Painting and plating are other options for coating Multi Jet Fusion parts. Performing surface smoothing first will help achieve the best results with the least additional effort. Because every industry has its own painting specifications, the best bet is to have samples done with existing painting suppliers. Hydrographs are another method of coating. An image or pattern is floated on water, the part is dipped in it to transfer the pattern over. Given that a layer of material is applied in the process, hydrographs also result in a smoother surface.Electroplating consists of dissolving a metal in a solution and attaching the metal particles to the surface of the printed part using an electric current. Before this process can be performed on a polyamide part, the part must be made electrically conductive through the use of electroless plating, gas activation, or a conductive coating.
To choose a suitable 3D printing technology, you need to consider the following factors:
1. Material: Determine the type of material that best suits the intended use of the shoe. For example, if flexibility and durability are important, SLS may be the best option.
2. Design: Consider the complexity and intricacy of the shoe design. SLA may be better suited for detailed designs with fine features, while FDM may be better for simpler designs.
3. Quantity: Determine the number of shoes to be produced. SLS may be more cost-effective for small-batch production, while FDM may be better for one-off or low-volume production.
4. Budget: Consider the cost of the technology and the associated materials. SLS and SLA tend to be more expensive than FDM.
| SLA | MJF | SLS | DLP | SLM | |
|---|---|---|---|---|---|
| Max Part Size | 1400*700*500mm | 284*380*380mm 80 microns 0.508mm +-0.30mm+0.002mmmm 3 days | 350*350*590mm | 300*168*300mm | 250*250*300mm |
| Layer Thickness | ±0.1mm | 80 microns | 0.06-0.2mm | 50 microns | 20m-100μm |
| Wall Thickness | 0.50mm | 0.508mm | 0.7mm | ||
| Tolcrances | ±0.30mm±0.002mm/mm | ±0.30mm±0.002mm/mm | 0.2mm | ±0.30mm±0.002mm/mm | 0.2mm |
| Normal Lead Time | 3 days | 3 days | 3 days | 3 days | 3 days |
| Cost Comparing | ★ | ★★★ | ★★★ | ★★★★★★★★★★ | ★★★★★★★★★ |
| Material Options Types | ABS Like Resin Castable Resin Casting Resin | PA11 PA12 PA12GB TPA TPU | Nylon TPU | High Detail Resin Castable Resin | Aluminum Stainless Steel Titanium Nicol |
| ABS Like Resin | Nylon | Soft Material | Metal |
|---|---|---|---|
| ABS Like White | PA11 | TPU | Aluminum Base |
| ABS Like Grey | PA12 | Rubber | Steel Base |
| ABS Like Yellow | PA12GB | Titanium Base | |
| ABS Like Black | PA12 White | Nickel Base | |
| ABS Like Clear | Others | ||
| High Detail Resin | |||
| Castable Resin | |||
| Casting Resin |
| FOB Port | Shenzhen | Lead Time | 3–35 days |
|---|---|---|---|
| Weight per Unit | 5.0 Kilograms | Dimensions per Unit | 22.0 x 22.0 x 22.0 Centimeters |
| HTS Code | 7326.90.85 0 | Units per Export Carton | 1.0 |
| Export Carton Dimensions L/W/H | 23.0 x 23.0 x 23.0 Centimeters | Export Carton Weight | 1.0 Kilograms |
| Main Export Markets |
Mid East/Africa,
North America,
Western Europe,
Asia,
Australasia,
Central/South America,
Eastern Europe | ||
|---|---|---|---|
| Payment Method | Telegraphic Transfer (TT,T/T) | ||||
|---|---|---|---|---|---|


关注 “环球资源外贸” 官方微信,获取实时外贸资讯